

Författare: Weibo
Datum: Jun 15, 2026
Vilken är bättre konisk eller parallell dubbelskruvextruder?
När du väljer mellan en konisk och en parallell dubbelskruvextruder beror svaret på din specifika applikation. För bearbetning av styv PVC, PVC-profiler, rör och trä-plastkompositer konisk dubbelskruv extruder är i allmänhet den föredragna lösningen på grund av dess överlägsna utgående tryck, självrengörande beteende vid matningszonen och kompakta låghastighetsdrivning. Parallella dubbelskruvextrudrar erbjuder fördelar vid blandning, reaktiv extrudering och högfylld masterbatch-produktion där längre skruv L/D-förhållanden och modulär skruvdesign är prioritet. Den här artikeln fokuserar på den koniska tvillingskruven och förklarar på djupet varför den fungerar så bra i ett brett spektrum av termoplastiska extruderingsuppgifter.
Det koniska dubbelskruvscylindersystemet definieras av två sammangripande skruvar som avsmalnar från en stor diameter vid matningsänden till en mindre diameter vid utloppsänden. Denna geometri skapar en naturlig kompressionszon som bygger smälttryck effektivt utan att enbart förlita sig på skruvhastighet. Resultatet är lägre driftstemperaturer, minskad skjuvspänning och skonsammare materialbehandling jämfört med höghastighets parallella system, vilket gör den koniska designen idealisk för värmekänsliga material som styv PVC och träfiberkompositer.
Zhoushan Microwave Skruv Machinery Co., Ltd. tillverkar koniska dubbelskruvar i ett brett spektrum av diameterförhållanden, inklusive 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/145/8 och 80/141/8 mm. Varje storlek är tillgänglig med anpassade kompressionsförhållanden skräddarsydda för specifika polymerformuleringar och produktgeometrier. Företaget har tillverkat precisionsskruvfatkomponenter sedan 1990 och exporterar till marknader inklusive USA, Tyskland, Dubai, Vietnam och Thailand.
Produktöversikt: Konisk Twin Screw Design och material
Den mekaniska prestandan hos en konisk dubbelskruv är oskiljbar från materialet den är gjord av och precisionen i dess tillverkning. Zhoushan Mikrovågsugn använder 38CrMoALA legerat stål som basmaterial för sina koniska tvillingskruvar. Detta nitreringskvalitetsstål är allmänt känt inom plastmaskinindustrin för sin enastående kombination av kärnseghet och ythårdhet efter nitreringsbehandling.
Efter nitreringsprocessen når skruvytan en hårdhet på HV 950 till 1000 , med ett nitreringsdjup av 0,45 till 0,7 mm. Sprödhetsgraden hålls på nivå 1 eller lägre, vilket förhindrar mikrosprickor under cyklisk belastning. Ytråheten hålls till Ra 0,4, vilket minskar friktionen mellan smältan och skruvkanalen, vilket minskar energiförlusten och förbättrar ytfinishen på extruderade produkter. Skruvens rakhetstolerans är 0,015 mm, vilket säkerställer jämn rotation vid arbetshastigheter utan vibrationsinducerat slitage på cylindern.
För applikationer som kräver ännu högre nötningsbeständighet, ett tillval dubbellegerat hårt ytskikt med en hårdhet på 60 till 70 HRC kan tillämpas. Dessutom tillför ett krompläteringssteg efter nitrering ett skikt 0,05 till 0,10 mm tjockt med en hårdhet som överstiger 900 HV. Detta kromskikt ger korrosionsskydd mot aggressiva polymerer som klorerad PVC och flamskyddsmedel som innehåller halogenerade tillsatser.
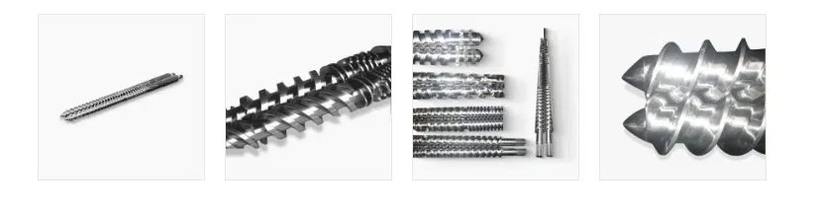
Koniska tvillingskruvprodukter tillverkade av Zhoushan Microwave Screw Machinery Co., Ltd. -- enkla skruvar, parallella dubbelskruvar och koniska dubbelskruvset visas vid sidan av tvärsnittsflygningsdetaljer.
| Parameter | Specifikation | Betydelse |
|---|---|---|
| Basmaterial | 38CrMoALA | Högkvalitativt nitreringsstål, utmärkt kärnseghet |
| Nitreringshårdhet | HV 950 - 1000 | Överlägsen slitstyrka vid skruvgångar |
| Nitreringsdjup | 0,45 - 0,70 mm | Tillräckligt härdat skikt utan risk för sprödhet |
| Ytjämnhet | Ra 0,4 | Låg friktion, jämnt smältflöde, ren produktyta |
| Skruv rakhet | 0,015 mm | Förhindrar vibrationer, minskar trumslitage |
| Förkromad tjocklek | 0,05 - 0,10 mm | Korrosionsskydd för halogenerade polymerer |
| Krom hårdhet | 900 HV min. | Förlängd livslängd under abrasiva förhållanden |
| Alternativ för dubbla legeringar | 60 - 70 HRC | Maximal slitstyrka för fyllda eller slipande föreningar |
Twin Screw Extruder Arbetsprincip: Hur den koniska designen fungerar
Att förstå principen för dubbelskruvextruderns arbetsprincip är avgörande för att välja rätt utrustning och optimera processparametrar. I en konisk dubbelskruvextruder är två samroterande eller motroterande skruvar installerade inuti en matchad konisk cylinder. Skruvarna griper in i varandra, vilket skapar en positiv transportverkan som flyttar material från matarmagasinet mot formen.
Matningszonen med stor diameter ger generös intagsvolym, vilket gör att maskinen kan hantera skrymmande granulat, pulver och dåligt flytande PVC-torrblandningar. När materialet rör sig mot utloppsänden med mindre diameter, minskar kanaldjupet och den tillgängliga tvärsnittsarean minskar, vilket genererar tryck utan att kräva alltför höga skruvhastigheter . Denna drift med låga hastigheter och högt vridmoment är en avgörande egenskap hos den koniska dubbelskruvdesignen och bidrar direkt till smälttemperaturkontroll och energieffektivitet.
Skjuvvärme i den koniska tvillingskruven fördelas över en längre effektiv längd i förhållande till utloppsdiametern, vilket ger termisk energi mer tid att utjämnas genom smältan innan den når formen. Den sammangripande flyggeometrin skapar också en självtorkande verkan som kontinuerligt tar bort material från skruvytor, vilket förhindrar lokal överhettning eller nedbrytningsfickor. Detta är särskilt viktigt vid bearbetning av PVC, som börjar brytas ned och missfärgas vid temperaturer över cirka 200 grader Celsius.
Isometriskt schema över ett koniskt dubbelskruvsystem. D1 betecknar den stora matningsändens diameter och D2 den mindre utmatningsändens diameter. Den avsmalnande geometrin genererar progressiv kompression längs skruvlängden.
Tvillingskruvextruderdiagrammet ovan illustrerar hur den koniska geometrin skapar ett inbyggt kompressionsförhållande från matarinlopp till munstyckshuvud. Eftersom änden med stor diameter uppvisar en bred kanal för att ta emot pulverblandningar och granulat, är matningsproblem som är vanliga på enskruvsmaskiner i stort sett eliminerade. Utgångsänden med liten diameter levererar konsekvent smälttryck till formen med minimal pulsering, vilket är avgörande för att producera dimensionsstabila profiler och rör.
Conical vs Parallell tvillingskruv: En direkt teknisk jämförelse
Frågan om vilken som är bättre - konisk eller parallell dubbelskruvextruder - har inte ett enda universellt svar, men de tekniska skillnaderna är väldefinierade och kan styra beslutet. Tabellen nedan sammanfattar de mest relevanta parametrarna, baserat på publicerade branschreferenser inklusive Rauwendaal C., "Polymer Extrusion," 5:e upplagan, och data från större OEM tekniska bulletiner.
| Parameter | Konisk tvillingskruv | Parallell tvillingskruv |
|---|---|---|
| Typiskt L/D-förhållande | 6 : 1 till 9 : 1 (den stora basen) | 28 : 1 till 52 : 1 |
| Skruvhastighet (rpm) | 20 - 50 rpm (låg hastighet) | 100 - 600 rpm (hög hastighet) |
| Primära applikationer | PVC-rör, profiler, WPC | Compounding, masterbatch, reaktiv extrudering |
| Drivväxellådans komplexitet | Nedre (skruvarna divergerar i den stora änden) | Högre (parallella centra, komplex växellåda) |
| Smälttemperaturkontroll | Utmärkt (låg skjuvning) | Måttlig till hög skjuvvärme |
| Självtorkande åtgärd | Bra | Bra (co-rotating type) |
| Modulära skruvsegment | Inte standard | Standardfunktion |
| Kompressionsförhållande Flexibilitet | Flera fasta förhållanden genom val av skruv | Via modulär segmentomläggning |
För produktion av PVC-fönsterprofiler använder de flesta maskinbyggare världen över det koniska dubbelskruvscylindersystemet eftersom den låga skruvhastigheten (vanligtvis 20 till 45 rpm) minimerar friktionsvärmegenereringen och den stora matningsänden kan få i sig löst packat PVC-torrblandningspulver utan att överbrygga. Effekthastigheter på 200 till 800 kg/h är möjliga beroende på val av diameter, som täcker hela sortimentet från små profilextrudrar till stora rörledningar.
Koniska dubbla skruvstorlekar och val av diameterförhållande
Att välja rätt koniska dubbelskruvstorlekar är ett av de mest avgörande besluten i extruderspecifikationen. Diameterförhållandet - uttryckt som diametern på små ändar dividerat med diametern i den stora änden - bestämmer direkt vridmomentkapaciteten, uteffekten och skruvens kompressionsbeteende. En större diameter på den stora änden fångar upp mer material per varv och kan ta emot skrymmande råmaterial, medan en större diameter på små ändar ger större smälteffekt vid ett givet tryck.
Zhoushan mikrovågsugn erbjuder följande standarddiameterförhållanden: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158 och 92/188 mm . Varje konfiguration är anpassad till en specifik konisk cylinder med kompletterande hålgeometri. Storlekarna 80/158 och 92/188 är lämpade för strängsprutningslinjer med stor uteffekt, medan storlekarna 45/90 och 50/105 vanligtvis används för applikationer med små profiler och fönstertätningar. Kompressionsförhållanden anpassas per kundformel för att ta hänsyn till bulkdensitetsskillnader mellan PVC-torrblandningstyper, trämjölsinnehåll i WPC och tillsatser i tekniska hartsblandningar.
Detta horisontella stapeldiagram jämför de ungefärliga maximala uteffekterna för olika koniska dubbelskruvdiameterkonfigurationer vid bearbetning av styv PVC för rörproduktion. Större diameterförhållanden som 92/188 och 80/158 ger avsevärt högre genomströmningar, vilket gör dem till det föredragna valet för rörsträngsprutningslinjer med stora volymer. Storlekarna 65/132 och 55/100 intar en mellanklassposition som är lämplig för medelstor profil- och rörproduktion. De mindre storlekarna 45/90 och 50/105 är väl lämpade för smala profiler, fönstertätningar och specialkompoundgranulering. Effektsiffrorna är vägledande och varierar med skruvdesign, formulering och driftsförhållanden. Data sammanställd från branschreferenser och maskinbyggares tekniska dokumentation.
Applikationer: Där koniska tvillingskruvar ger konsekventa resultat
Det koniska dubbelskruvscylindersystemet har visat pålitlig prestanda över ett brett spektrum av polymerbearbetningsapplikationer. Den mest betydande kommersiella användningen är i produktionen av styva PVC-profiler för fönsterkarmar, dörrkarmar och sidospår , där jämn smälthomogenitet och stabilt extruderingstryck är förutsättningar för att uppnå dimensionstoleranser inom 0,1 mm. I dessa applikationer förhindrar den låga skruvhastigheten och den självavvisande skruvgeometrin PVC-nedbrytning, och den noggrant kontrollerade smälttemperaturen säkerställer enhetlig färgutveckling över produktionsserier.
PVC-rörproduktion för vattenförsörjning, dränering och elektriska ledningar representerar ett annat applikationssegment med hög volym. Vid rörsträngsprutning matar den koniska dubbelskruvextrudern en rörform med mycket konsekvent smälta vid tryck typiskt mellan 15 och 30 MPa, vilket gör att väggtjockleksvariation kan hållas inom specifikationen över körlängder på flera kilometer. Kombinationen av energieffektiv drift med låg hastighet och högt utgående tryck gör den koniska designen ekonomiskt attraktiv för kontinuerlig rörproduktion.
Trä-plastkompositextrudering är en växande applikation där den koniska tvillingskruven uppvisar särskilda fördelar. WPC-föreningar innehåller 40 till 70 viktprocent trämjöl eller risskal, vilket gör dem mycket nötande. Matningszonen med stor diameter hanterar den låga bulkdensiteten hos trä-mjölsblandningar väl, och den valfria dubbellegeringen eller Xaloy-ekvivalent skruven med hård yta ger den nödvändiga nötningsbeständigheten. WPC-däck, stängsel och beklädnadsprofiler tillverkas alla rutinmässigt på koniska dubbelskruvextrudrar utrustade med nedströms kalibrerings- och kylbord.
- PVC fönsterprofiler och dörrprofiler - Hög dimensionell precision, stabil smälttemperatur
- PVC vattenförsörjning och avloppsrör -- Kontinuerlig högtrycksutgång, snäv väggtolerans
- Trä-plastkompositer (WPC) -- Hanterar slipande, lågdensitetsblandningar effektivt
- PP, PE, ABS granulering och plåt -- Skonsam smältbehandling bevarar materialegenskaper
- Skum PVC och skumprofiler -- Kontrollerad skjuvning lämplig för kemiska skumningsmedel
- Elrör och kabelkanaler -- Konsekvent väggtjocklek över långa produktionsserier
Energieffektivitet och processstabilitet: Datadriven prestationsanalys
Specifik energiförbrukning (SEC) är en av de viktigaste ekonomiska måtten vid utvärdering av extruderingsutrustning för kontinuerlig produktion. Det uttrycks i kilowattimmar per kilogram produktion och påverkar direkt både driftskostnaden och produktionslinjens koldioxidavtryck. Koniska dubbelskruvextrudrar som arbetar på styv PVC uppnår vanligtvis SEC-värden på 0,12 till 0,22 kWh/kg , jämfört med 0,18 till 0,35 kWh/kg för höghastighetskonfigurationer med parallella dubbelskruvar på samma material, enligt publicerade jämförande försök som refereras i branschlitteratur, inklusive KraussMaffei Berstorff tekniska papper och SPE ANTEC-förfaranden.
Den nedre SEC av den koniska designen återspeglar effektiviteten hos den avsmalnande geometrin vid omvandling av motorns vridmoment till smälttryck utan överdriven skruvhastighet. Eftersom skruvhastigheten är låg (ofta under 40 rpm), minskar lagerbelastningen och växellådans slitage, vilket förlänger den mekaniska livslängden och sänker underhållsfrekvensen. Smältans termiska stabilitet är också bättre: smälttemperaturvariationen över formens tvärsnitt håller sig vanligtvis inom plus eller minus 2 till 4 grader Celsius på en väl underhållen konisk dubbelskruvlinje, medan parallella dubbelskruvlinjer som bearbetar samma blandning kan uppvisa variationer på 5 till 10 grader Celsius vid formläppen.
Kolumndiagram som jämför genomsnittlig specifik energiförbrukning för tre vanliga PVC-extruderingskonfigurationer. Den koniska dubbelskruvens motroterande konfigurationen visar den lägsta genomsnittliga SEC på cirka 0,17 kWh/kg, vilket representerar meningsfulla besparingar jämfört med höghastighetsalternativ med parallella dubbelskruvar i uthållig produktion. Enkelskruvskonfigurationen upptar ett mellanläge på grund av frånvaron av positiv transport och de högre skruvhastigheterna som krävs för att bygga upp smälttrycket. Dessa värden är representativa branschgenomsnitt hämtade från publicerad litteratur och dokumentation från maskintillverkare; faktisk prestanda beror på formulering, skruvdesign och driftsförhållanden. Lägre SEC leder direkt till minskade elkostnader per ton produkt, vilket förbättrar ekonomin med högvolym PVC-strängsprutning.
Skruvslitage och livslängd: Linjediagram över hårdhet vs driftstimmar
Livslängden för en konisk tvillingskruv är en funktion av dess materialspecifikation, ytbehandling och nötningsförmågan hos de föreningar som den bearbetar. Baserat på långsiktiga driftsdata sammanställda från plastprocessorer, kan en korrekt specificerad och underhållen konisk dubbelskruv som arbetar på standard styv PVC upprätthålla effektiva flygavstånd (fat-till-skruv) inom designtoleranser för 8 000 till 12 000 timmars drift . Skruvar som kör mycket fyllda WPC- eller kalciumkarbonatbelastade föreningar kan behöva rekonditioneras eller bytas ut efter 4 000 till 6 000 timmar.
Diagrammet nedan illustrerar det konceptuella förhållandet mellan effektiv ythårdhet vid skruvspetsen och ackumulerade driftstimmar för tre behandlingsnivåer: standardnitrerad, nitrerad plus förkromad och dubbellegerad hårdyta. Detta förhållande är viktigt för att planera underhållsscheman och förstå när skruvbyte blir nödvändigt för att bibehålla produktkvaliteten.
Detta linjediagram illustrerar de konceptuella hårdhetsretentionskurvorna för tre ytbehandlingsnivåer applicerade på koniska dubbelskruvar under en livslängd på 10 000 timmar. Den hårda skruven av dubbellegering bibehåller den högsta effektiva hårdheten under hela sin livslängd, vilket gör den till det föredragna valet för slipande applikationer som WPC och fyllda PVC-blandningar. Den nitrerade plus förkromade konfigurationen erbjuder en utmärkt balans mellan initial hårdhet och livslängd för vanliga hårda PVC-applikationer. Den nitrerade standardkurvan visar en brantare nedgång efter 4 000 timmar, vilket indikerar den punkt vid vilken flygavstånd kan börja påverka produktkvaliteten. Dessa trender är baserade på allmänna materialvetenskapliga principer och erfarenhet från industrin; faktiska nötningshastigheter beror på sammansättningens nötningsförmåga, skruvhastighet, cylindertemperatur och underhållsrutiner. Regelbunden dimensionsinspektion med 2 000 timmars intervall rekommenderas för att upptäcka slitage innan det påverkar produktspecifikationerna.
Radarjämförelse: konisk dubbelskruv vs parallell dubbelskruv vs enkelskruv
Ett radardiagram ger en användbar flerdimensionell bild av hur extrudertyper jämförs med de nyckelprestandakriterier som är viktiga vid industriell polymerbearbetning. De fem axlarna nedan representerar utgående tryckgenerering, smälttemperaturkontroll, foderhanteringsmångsidighet, energieffektivitet och skruvlivslängd, var och en poängsatt på en skala från 1 till 10 baserat på publicerade tekniska riktmärken och branschkonsensus.
Radardiagrammet avslöjar att den koniska dubbelskruvskonfigurationen får högst poäng över fyra av de fem prestandaaxlarna när den utvärderas specifikt för styva PVC-rör och profilextrudering. Generering av utgående tryck får 9 av 10, vilket återspeglar den koniska designens inneboende förmåga att bygga högt smälttryck vid låga skruvhastigheter. Smälttemperaturkontroll får också en 9, vilket motsvarar den skonsamma bearbetningen med låg skjuvning som minimerar risken för PVC-nedbrytning. Foderhantering får en 8, vilket bekräftar att foderzonen med stor diameter är effektiv med PVC-torrblandningspulver. Den parallella dubbelskruven får högre poäng bara i applikationer där dess modulära blandningsmångsidighet värderas, vilket förklarar dess dominans på masterbatch- och reaktiva strängpressningsmarknader. Den enkla skruven visar den mest balanserade men odifferentierade profilen, vilket bekräftar dess roll som en generell lösning snarare än applikationsoptimerad.
Intelligent övervakning och temperaturkontrollfunktioner
Moderna koniska dubbelskruvextrudersystem innehåller i allt högre grad realtidsövervakning och intelligenta kontrollfunktioner som förbättrar processstabiliteten och möjliggör förutsägande underhåll. Zhoushan Microwave erbjuder ett valfritt avancerat temperaturkontrollsystem som övervakar fatzonens temperaturer på flera punkter längs skruvlängden, vilket gör att operatören kan upprätthålla exakta smälttemperaturprofiler som är skräddarsydda för varje polymerformulering. Detta är särskilt viktigt för styv PVC, där temperaturavvikelser på till och med 10 grader Celsius över det optimala bearbetningsfönstret kan utlösa irreversibel nedbrytning .
Intelligenta övervakningssystem spårar skruvhastighet, drivlastström, smälttryck vid munstyckshuvudet och trumzonens temperaturer samtidigt, och visar alla parametrar på ett pekskärmsgränssnitt. Larmtrösklar kan konfigureras för varje parameter för att varna operatörer innan en processavvikelse leder till skador på produkter eller utrustning som inte är specifikationerna. Fjärrövervakningskapacitet gör att processingenjörer kan granska löpande data från off-site, och feldiagnostikloggar möjliggör rotorsaksanalys av processavbrott utan att en servicetekniker behöver vara fysiskt närvarande vid maskinen.
Integrationen av digital övervakning med den väletablerade mekaniska tillförlitligheten hos det koniska dubbelskruvscylindersystemet skapar en plattform som stöder Industry 4.0 tillverkningsmål , inklusive spårbarhet, statistisk processkontroll och energihantering. För tillverkare av högvolymer av PVC-rör och profiler som konkurrerar om kvalitet och effektivitet, representerar dessa möjligheter en meningsfull operativ fördel jämfört med icke-instrumenterade extruderkonfigurationer.
Om Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. är en professionell kinesisk tillverkare av skruvfat och skruvextruderfabrik med mer än 10 000 kvadratmeter produktionsverkstad och mer än 60 anställda. Sedan grundandet 1990 har företaget engagerat sig i produktion och forskning av plastmaskiner, samtidigt som det introducerat utländsk skruvmaskineri och tillverkningsteknik. Företaget fungerar som en diversifierad, storskalig professionell produktionsbas som integrerar precisionsskruvfat och mekanisk bearbetning, med fokus på den avancerade marknaden.
Produkter från Zhoushan Microwave exporteras till USA, Tyskland, Dubai, Vietnam, Thailand och andra marknader. Företaget har etablerat solida partnerskap med många tillverkare av plastproduktion och entreprenadmaskiner, som fungerar som en viktig leverantör av skruvfatkomponenter i Kina. Produktsortimentet inkluderar WB-WE-serien planetariska skruvar, planetariska fat och planetextrudrar; SJS-serien med koniska tvillingskruvar, dubbla fat och strängsprutmaskiner av plast med dubbla skruv; och SJ-serien enkla skruvar, enfas och enskruvs plastextrudrar. Företaget följer principerna om trovärdighet och service, åtagit sig att ge kunderna högkvalitativa produkter till konkurrenskraftiga kostnader .
Vanliga frågor om koniska dubbelskruvextruders
Q1. Vad är den största fördelen med en konisk tvillingskruv framför en enda skruv för PVC-bearbetning?
En konisk dubbelskruv ger positiv transportverkan och en självavtorkande sammangreppsgeometri som en enda skruv inte kan replikera. För hård PVC-torrblandning suger matarzonen med stor diameter in pulver effektivt, medan den låga skruvhastigheten och fördelade skjuvningen förhindrar termisk nedbrytning. Enstaka skruvar kräver högre hastigheter för att uppnå samma utgående tryck, vilket genererar mer värme och gör konsekvent PVC-bearbetning betydligt svårare.
Q2. Hur väljer jag rätt koniska dubbelskruvstorlekar för min produktionslinje?
Val av skruvstorlek beror på önskad utmatningshastighet, polymeren som bearbetas och formgeometrin. Som en allmän riktlinje är 45/90- och 50/105-konfigurationerna lämpade för uteffekter under 250 kg/h och smala profilapplikationer, medan storlekarna 80/158 och 92/188 används för stora rör och utgående ledningar med hög volym över 500 kg/h. Zhoushans mikrovågsingenjörer kan ge råd om val av kompressionsförhållande baserat på din specifika formulering och produktspecifikation.
Q3. Vilka material kan bearbetas på en konisk dubbelskruvextruder?
Det koniska dubbelskruvscylindersystemet hanterar ett brett utbud av termoplaster inklusive styv PVC, flexibel PVC, PP, PE, ABS och trä-plastkompositer. Den är särskilt väl lämpad för värmekänsliga polymerer där låg skruvhastighet och kontrollerad skjuvning är viktigt. För mycket fyllda eller reaktiva föreningar som kräver lång uppehållstid och modulära blandningssektioner, kan en parallell dubbelskruvkonfiguration vara mer lämplig.
Q4. Hur länge håller en nitrerad konisk tvillingskruv vanligtvis?
En standard nitrerad skruvbearbetning av styv PVC arbetar vanligtvis inom acceptabla flygavståndstoleranser i 8 000 till 12 000 timmar. Skruvar som kör slipande föreningar som trä-plastkompositer eller kalciumkarbonatfyllda formuleringar kan behöva rekonditioneras efter 4 000 till 6 000 timmar. Att välja den nitrerade plus förkromade eller dubbellegerade hårdskiktsspecifikationen förlänger livslängden avsevärt, särskilt i abrasiva applikationer, och minskar frekvensen av planerade underhållsstopp.
F5. Kan koniska dubbelskruvar användas i en samroterande konfiguration?
Koniska dubbelskruvar är oftast konfigurerade i motroterande läge, vilket är optimalt för PVC-rör, profiler och WPC-extrudering. Motroterande geometri genererar högt utloppstryck effektivt och ger stark positiv transport från matningszonen. Vissa specialiserade konstruktioner tillåter samrotation, men den dominerande kommersiella tillämpningen av den koniska tvillingskruven förblir motroterande extrudering, där dess prestandafördelar jämfört med alternativa konstruktioner är mest uttalade.
F6. Vad betyder kompressionsförhållandet för en konisk tvillingskruv i praktiken?
Kompressionsförhållandet beskriver förhållandet mellan matningskanalvolymen per längdenhet och mätkanalvolymen per längdenhet. Ett högre kompressionsförhållande ökar det kompressionsarbete som utförs på materialet när det går från matning till utmatning, vilket är fördelaktigt för att komprimera lösa pulverblandningar men kan generera överskottsvärme i redan täta material. Zhoushan Microwave anpassar kompressionsförhållanden för att matcha bulkdensiteten och bearbetningsbeteendet för varje kunds specifika formulering, vilket säkerställer effektiv drift utan onödig termisk belastning.
Valt lager Display










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 